摘 要:为了避免抽水蓄能进水球阀产生的高压裂纹、漏水及运行过程中频繁出现活门卡死的故障,提高产品的质量和性能,满足使用要求,分析了该故障是由于制造工艺原因引起的,并对原工艺进行了改进,重新设计了工装卡具,以保证焊接、装备、热处理、加工及整体产品质量和性能要求,经现场使用表明,新工艺及改造后的工装卡具能满足生产要求。
0 前言
抽水蓄能球阀活门的通孔旋转至阀体的通孔处,开始抽水蓄能;当停止抽水时,活门的闭口旋转至阀体的通孔处,切断上下水口,开始蓄能,此时蓄水对球阀、阀体与活门的各个部位产生巨大的高压。抽水蓄能球阀在巨大的水压下,引起旋转卡死,由于密封不严、焊缝及铸造本身出现裂纹,容易形成重大事故隐患。由于抽水蓄能球阀结构复杂,制造难度较大,因此,中实洛阳重型机械有限公司改进原有的制造工艺,为中阀科技和东电集团公司的福建仙游水电工程项目制造的大型抽水蓄能球阀,满足使用要求。
1 制造工艺要求
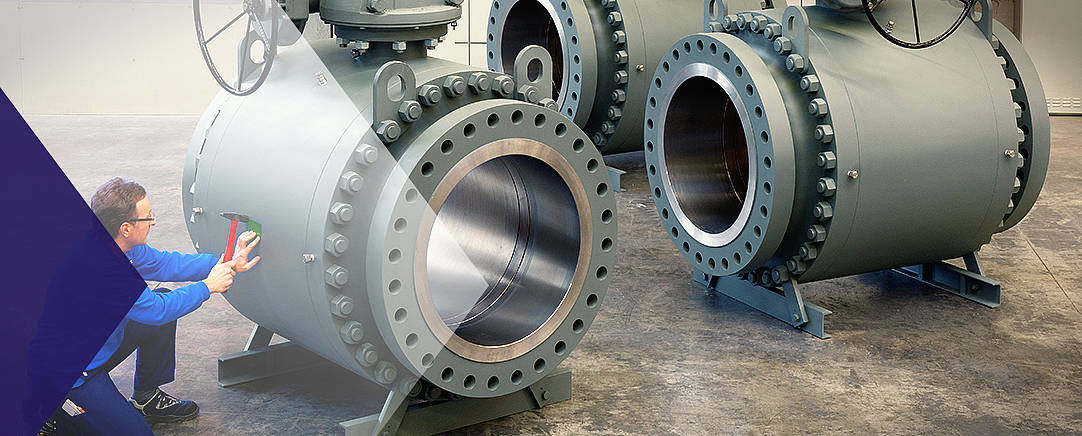
抽水蓄能球阀如图1所示。该球阀由法国阿尔斯通公司设计,阀体为两半无法兰焊合结构。活门为整体结构,阀体和活门均为铸钢件,其装配方式如图2所示。

图1 抽水蓄能球阀结构

图2 阀体与活门装配结构
工艺要求:先将活门装入阀体,如图2所示,将两半阀体对合好后焊接,焊接后退火处理;然后加工活门轴处、活门的闭水口、阀体的通水口处;再加工阀体通水口处,堆焊耐磨不锈钢层(如图3中C项中黑色区域所示),堆焊后加工至要求尺寸。

图3 不锈钢堆焊位置
2 工艺难点及改进措施
2.1 焊接工艺的改进
(1)原工艺缺陷。在将活门装进阀体之后,两半阀体组装一起进行焊接,阀体内为球形和圆柱形相贯,外部为不规则球形和圆柱形相贯,阀体的两半剖分面处在大圆柱直径的对称中心上,两半阀体接口处厚薄差异较大,如图4所示。D-D处最厚,δ=395~400mm;E-E处最薄,δ=95~100mm。从最薄处的单边焊接坡口15°过渡到最厚处的单边焊接坡口7°,在焊接过程中的清渣、加热、施焊及探伤、打磨难度大。且焊后容易出现线性裂纹,易漏水并造成重大事故。
(2)新焊接工艺。首先进行阀体母材与焊材等比例焊合面的焊接试验工作。先确定使用的试板厚为400mm,并且焊接坡口按照图4进行加工。其次焊接试验所用的试板材质跟球阀材质相同,使用多种焊材和层间温度来试验焊接,最后进行探伤试验确定焊接合格,然后入炉进行退火,检验焊材最终退火后能否达到要求的机械性能。经过焊接试验并检验试板(焊接工艺评定)合格后,进行阀体焊接。
焊接时将两半阀体的中分尺寸加工到图纸要求,阀体内外打磨光滑平整,满足无损检测的要求,焊接坡口立车加工,粗糙度和坡口角度均满足图纸要求。
焊接顺序:外侧焊缝对角焊1/2后,内侧清根,进行MT检查,而后对角焊内侧焊缝,内侧焊缝焊满后,焊外侧剩余焊缝,全部焊完进行打磨,打磨合格进行UT和MT探伤,在这一道工序中,应注意的是焊接坡口要清理干净,焊前加热要充分,清根要清理干净,打磨要平整,如遇探伤不合格处要刨开,并清理打磨干净,清洁干净,同时要注意加温的时间和温度,尽量不返工。全部探伤合格后进行加温满足工艺要求后,再按图纸要求堆焊凸台。
利用活门通水孔的旋转对阀体内部进行施焊及打磨,如图2所示,在活门的两支撑轴处,即阀体两支撑活门轴的孔处,设计两个圆形支撑环安装位置,两支撑环与轴之间的间隙和支撑环与阀体之间的间隙经过理论数值加经验数值总和的平均值,并将两支撑环分别用连接板焊接在两半阀体上,起到两端轴头位置支撑和转动活门时的保护作用。将活门装入后,两半阀体组装合格后用40mm厚的联接钢板共计12片,按焊缝圆周均布焊接在两半阀体上,起固定作用。

图4 焊缝位置和厚度
外焊采取立焊方式进行,要求焊前预热,预热温度及预热时间按工艺规范执行,尽量做好预备工作,确保焊后探伤一次通过。
2.2 活门与阀体之间的活动间隙
由于设计的两半结构的焊接坡口,正好处在进出水口处(如图4所示),将进出水口各分成两个半圆,焊接坡口厚薄不均,使整个阀体在焊后退火之前应力不均,给预留活门与阀体之间的活动间隙的计算带来了困难,留量过大容易造成密封间隙不够,留量过小会使活门与阀体卡死。
2.3 夹具套筒刀进行活门轴焊后加工
阀体组焊后要进行焊后退火处理,活门在装入阀体前不可能进行精加工,但焊后活门处于内部,其两个支撑轴和关闭水口面的加工,加工切削的清理,难度非常大。原加工方法容易出现两个支撑轴加工不同心,加工关闭水口面与两支撑轴中心不平行,造成开关憋劲,甚至卡死和大量漏水。
中实洛阳重型机械有限公司自行设计的一种专门用于加工阀体与活门组装件的刀具,如图5所示。阀体与活门在焊后退火之前,将活门调至完全关闭状态,调整好间隙,在上下游侧口处用工艺联接板将阀体与活门焊接固定牢固后进行去焊接应力退火,退火后将两支撑环取出,由于阀体与活门在进出水口处牢固焊接,因此该支撑环取出不会对活门两轴与阀体支撑孔中心的同心度有影响。对阀体找正后利用夹具套筒刀在数控镗铣床上对两活门轴进行粗精加工,再对阀体上的活门轴支撑孔进行加工。

图5 加工刀具
2.4 环形工艺胀套
活门轴与阀体支撑孔加工结束后,在活门轴与阀体支撑孔之间,安装专门设计的环形双向工艺涨套,如图6所示。环形双向工艺涨套既固定两端轴中心,又固定活门在阀体中的位置,确保阀体与活门的进出水孔关闭位置加工准确。在环形双向工艺涨套安装之后,将原焊接在上下游测口处的工艺联接板割掉,立车加工阀体与活门的上下游侧口。

图6 涨套
3 结束语
(1)焊接工艺由原来的平焊改为立焊,不像原来需要反复翻转工件,提高了工作效率,焊接检验由原来焊满后探伤改成焊一段探一段,有利于及时解决焊接过程中出现的问题,在保证焊接质量的前提下,避免了因焊接引起的返修现象,加快了生产效率,节约了成本。
(2)在保证加工精度的前提下,减少了加工工艺步骤。并自主开发相关配套工装,使加工效率提高。加工精度由原来的10μ提高到2μ左右;由原来的数控绕园走刀变成直接圆形走到;椭圆度由原来的15μ提高到4μ左右;光洁度从原来的Ra0.4变成Ra0.05。保证了加工的精度。
(3)根据工件材质的厚度等相关数据,合理制定热处理工艺,热处理时间由37h减少为26h,保证热处理效果的同时,也提高了热处理效率。
(4)改进工艺后加工的阀体和活门,现场使用活门旋转自如,球阀关闭密封严实,未发现漏水现象和焊缝开裂现象。球阀耐水压能力和密封效果达到要求
销售电话:020-32399500 图文传真:020-32398971 企业邮箱:leovalve@126.com
公司地址:广东广州黄埔区黄埔东路633号 邮编:510700