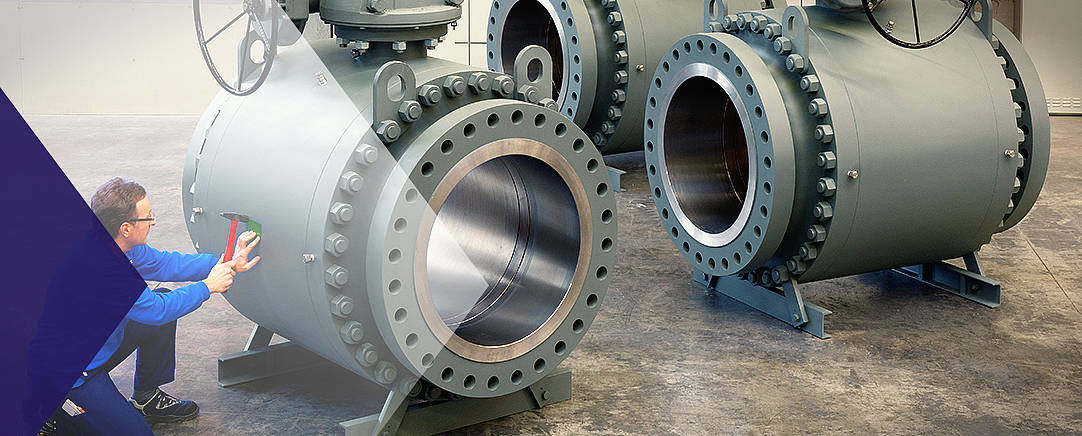
气动保温球阀具有良好的保温保冷特性,且阀门的通径与管径一致,同时又能有效降低管路中介质热量损失。主要用于石油、化工、冶金、制药、食品等各类系统中,以输送常温下会凝固的高粘度介质。由于采用整体式结构,因而保温球阀比一般球阀何种更小,重量更轻,且无外漏,密封性能良好,夹套采用碳素钢管焊接比铸造的更加耐压牢固
产品特点
1、对于使用温度小于-100℃的所有阀门零件按照相关规定进行深冷处理,以防止材料产生低温脆性以及低温下因材料相变引起体积变化
2、采用了长颈结构,使填料工作温度在0℃以上,有效防止填料因工作温度过低而造成密封性能降低甚至密封失效,同时方便对阀门包裹保温材料,防止冷能损失
3、对于浮动球阀采用进口卸压出口密封设计,有效防止了由于温度变化可能造成的中腔异常升压,确保了阀门及管线的安全运行
4、双层阀杆填料与对压碟型弹片装置
执行机构
采用新型ATD系列气动执行器,有双作用式和单作用式(弹簧复位),齿轮传动,安全可靠。
1、齿轮式双活塞,输出力矩大,体积小。
2、气缸选用铝金材料,重量轻、外形美观。
3、可在顶部、底部安装手动操作机构。
4、齿条式连接可调节开启角度、额定流量。
5、执行器可选带电讯号反馈指示及各类附件以实现自动化操作。
6、IS05211标准连接为产品的安装更换提供了方便。
7、两端调的节螺钉可使标准产品在0°和90°有±4°的可调范围。确保与阀门的同步精度。
技术参数和性能
| 气动执行器技术参数 |
气动低温球阀阀体参数 |
||
| 类 型 |
双作用活塞式、弹簧复位式 |
公称通径 |
DN15~200mm |
| 气源压力 |
双作用:2-8bar/单作用:4-8bar |
公称压力 |
PN1.6、2.5MPa |
| 输出力矩 |
双作用:4N・M~10560N・M |
阀轴材质 |
不锈钢 |
| 单作用:7N・M~2668N・M |
阀体材质 |
LCB、LC3、CF8 |
|
| 工作温度 |
常温型:-20℃~80℃(丁腈橡胶O型圈) |
球体材质 |
304不锈钢 |
| 高温型:-20℃~160℃(氟橡胶O型圈) |
阀座密封 |
改性PTFE |
|
| 动作范围 |
0~90°±5° |
温 度 |
LCB≤-46℃、LC3≤-101℃、CF8≤-196℃ |
| 接口螺纹 |
GTD40~GTD83
G1/8″ |
适用介质 |
乙烯、液氧、液氢、液化天然气等 |
| GTD110~GTD350/ATD52~270 G1/4″ |
|||
| 阀位信号 |
定位器:4~20mA/回信器:全开全关信号 |
特 点 |
耐低温、开关灵活、密封可靠 |
外形尺寸
| 公称通径DN |
L |
L1 |
H |
D |
D1 |
执行器型号 |
| 压力 |
1.6/2.5 |
1.6/2.5 |
1.6/2.5 |
1.6/2.5 |
1.6/2.5 |
仅供参考 |
| 15 |
130 |
173 |
272 |
95 |
65 |
ATD-63 |
| 20 |
140 |
173 |
292 |
105 |
75 |
ATD-63 |
| 25 |
150 |
187 |
303 |
115 |
86 |
ATD-75 |
| 32 |
165 |
187 |
398 |
136 |
100 |
ATD-75 |
| 40 |
180 |
214 |
398 |
146 |
110 |
ATD-83 |
| 50 |
200 |
265 |
428 |
160 |
125 |
ATD-92 |
| 65 |
220 |
276 |
490 |
180 |
145 |
ATD-105 |
| 80 |
250 |
306 |
520 |
195 |
160 |
ATD-125 |
| 100 |
280 |
400 |
580 |
215/230 |
180/190 |
ATD-140 |
| 125 |
320 |
465 |
658 |
245/270 |
210/220 |
ATD-160 |
| 150 |
360 |
530 |
757 |
280/300 |
240/250 |
ATD-190 |
| 200 |
400 |
536 |
965 |
335/360 |
295/310 |
ATD-210 |
附件选项
根据不同控制和要求可选择下列附件:
回讯器:也叫限位开关,远程反馈开关信号(可选防爆)。
电磁阀:双作用选二位五通、单作用选二位三通(可选防爆)。
三联件:可对气源稳压、过滤、气缸加润滑油。
手轮机构:转动手轮机构,可实现手动开、关阀。
电气定位器:输入4~20mA信号,实现阀门调节功能。
订货说明
1、气动执行器类型:双作用、单作用
2、介质类型、温度、压力
3、所需附件:电磁阀、定位器、信号反馈、气源处理三联件、手动机构
产品优势:
a)提供低温阀门全套图纸与生产工艺;
b) 低温阀门的密封材料采用的是PTFE(聚四氟氯乙烯)/FCTFE(聚三氟氯乙烯)材料,材料分子量分布集中,耐低温性强,具有在低温条件下收缩率小,在长期挤压后有良好的恢复能力;
产品特点:
★ 产品的质量、价格和售后服务以及LNG低温阀门的技术成熟性、先进性方面具有较大的优势。并且,在设备制造和加工工艺、质量控制等方面都取得了非常丰富的经验。可以保证我们公司的产品设计合理、质量稳定、使用安全可靠。
★ 阀门材质采用全不锈钢,降低了传热系数,阀体与阀杆采用法兰连接,避免不锈钢丝扣连接螺纹咬死的现象,方便了工程的安装、预冷、保温以及零部件的更换。
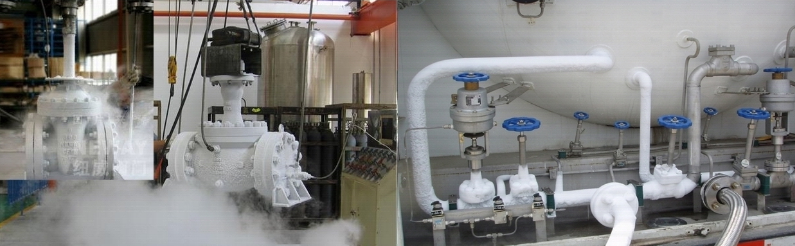
压力检验与气密性试验
★ 低温阀门:出厂前每只阀门必须经过压力检验与气密性试验,低温阀门的公称压力一般从2.0MPa―4.0MPa不等,根据国标试压的时候必须高于设计压力的1.5倍。我公司4.0MPa阀门的试压一般都打到7.5MPa。
气密性试验:使用的介质为氦气,因为氦气的穿透力比其他气体强,若经氦气试验合格的阀门使用在液氧、液氮、液氩、LNG介质上效果会更好。
清洗
★ 低温阀门系例产品在进行精加工后、零部件、成品出厂前全部采用全自动超声波清洗,分清洗、漂洗、蒸浴烘干三个阶段。
阀门的表面处理
★ 阀门的外表面进行喷砂处理,所喷介质为玻璃砂,可防止阀门外表面结霜后产生锈斑。
手轮
★ 通过波浪形外观设计并取得国家专利,使得手轮整体看上去更美观,使用时手感更好。在保证关闭的基础上又不至于因关闭力距过大导致对阀门密封垫片的性能产生损伤。
★我公司对其所供产品提供终身技术咨询和售后服务。

② 检验工作要点
1、检验技术准备:
2、熟悉图样、工艺技术文件及相关标准。3、制订专用检验规程(必要时)。
4、准备工具、卡具、量具、制作必要的样板。

③ 下料检验:
1、确认检验标记、材料入库号、零件号等是否完整、清晰,标记内容、位置是否正确。
2、检查下料尺寸是否符合图样、工艺要求。
3、是否完成了工艺规定的全部作业任务(如去毛刺,打磨等),质量是否符合要求。
4、填写工艺过程卡及检验记录。
④ 制造过程检验:
1、凡工艺文件中列为检验点(I)、见证点(W)、停止点(H)的工序,操作者在完成后先自检,自检合格后签字,然后交检验员检验。
2、检验员对照标准与工艺要求进行检测并记录检测结果,合格者打上确认标记(见证点)或签字认可;对停止点(H)按《质量控制点及停止点的管理制度》确认后,才能转下道工序。
3、操作者若发现上道工序不合格或检验员发现本工序不合格,不得转下 道工序,必须责成操作者作修复处理,由检验员进行复验。
4、产品试板:产品试板必须按GBJ50236《现场设备、工业管道焊接工程施工及验收规范》执行。射线探伤合格后,焊检员开出试板加工委托单进行取样加工,按有关标准做力学性能理化试验,试验合格才能转入下道工序,试板试验报告由检验质控负责人审、总工批准,之后随产品资料一起交检验科汇总归档。
5、无损检测工序按《无损检测管理制度》规定检验。

6、产品耐压试验及气密性试验按《压力容器耐压试验管理制度》的要求进行。
7、原材料检验按《钢材管理制度》进行。
8、焊接检验按《产品施焊与检验管理制度》的规定执行。
9、耐压试验:
10、最终检验:
按工艺要求检查除锈、油漆、防腐、铭牌;
检查出厂资料是否完整;
检查装箱零部件及附件是否与装箱单一致;
检查包装是否符合设计要求。
销售电话:020-32399500 图文传真:020-32398971 企业邮箱:leovalve@126.com
公司地址:广东广州黄埔区黄埔东路633号 邮编:510700